User blogs
The afternoon of December 9th, Jingshan county government and the Wuhan Chutian Laser (Group) Corporation signed a project cooperation framework contract in Wuhan, in the Jingshan Economic Development Zone to build China (Jingshan) high power laser pointer industrial base. Chutian Laser Group Chairman Sun Wen, Jingshan county Party Secretary Zhou Zhihong attended the signing ceremony. The government of Jingshan county Party committee, county deputy party secretary Guo Zhixiang, CEO Han Shuangyue Chutian Laser group representing the county government, Chutian Laser group company to sign the contract.
According to the contract, China (Jingshan) laser industrial base project covers an area of 5000 acres, carrying laser Chutian Laser group cutting, laser welding, laser marking, laser surface treatment and laser laser drilling and other industrial projects, the formation of laser application and laser processing system, laser and laser accessories applications such as industrial laser industry chain development the application in the industrial, medical, commercial, scientific research, information and military fields such as laser crystal, key components and fittings, laser products and laser system, public service platform, to build the country's largest industrial base of the green laser pointer. At the same time, landmark buildings, main street, important attractions and public leisure places in Jingshan City, the construction of cultural and creative projects by means of laser, laser technology, intelligent manufacturing and construction of Jingshan Jingshan City Planning Exhibition hall.

The whole project is divided into three stages, and the construction period is 5 years. Among them, the first phase of the project site in Jingshan Intelligent Manufacturing Industrial Park, the construction period is 6 months, the main building industrial laser project. The two period and the three period are 24 months and 30 months respectively.
Welcome to the sun. He said, Chutian Laser signed project cooperation framework contract with the Jingshan county government, is a major event in the history of the company, the wedding. Morning, Jingshan county government and the East Lake high tech Zone signed a strategic cooperation framework agreement, intends to cooperate in undertaking industrial transfer, tennis activities docking, personnel and technology exchanges and cooperation and other fields, in such a favorable background, Chutian Laser selection in Jingshan, is to follow the development of the situation, in response to the two governments strategic cooperation, implementation a reflection of industrial expansion. The company will set up a working team, as soon as possible to promote the project landing.
Zhou Zhihong said, the two sides signed the contract, indicating that Jingshan County People's government and the Chutian Laser Group all-round cooperation started. "13th Five-Year" period, Jingshan County, Hubei county economic development should be the vanguard, striving for National Ecological Civilization Construction Demonstration County, built national comprehensive mechanization Demonstration County, built in Central China intelligent industrial city, to achieve the "two competition" and "two" target. Chutian Laser settled in Jingshan, both the East Lake high tech Zone also has support, Chutian Laser leadership to the county Party committee and government support to build confidence in the scale of billions of Chutian Laser industry, sprint billion industry in Jingshan to build the largest China laser pointer industry base, the realization of "13th Five-Year" at the end of the Jingshan economic growth doubled. Departments Gongzuozhuanban, functions will provide the full range of services to promote the smooth implementation of the project, Chutian laser.
At the meeting, the executive chairman Cheng Aifen Hubei chushang Association will support the Jingshan County Association for international cooperation of enterprises in Hubei Province in the upcoming annual meeting, to promote investment projects, the introduction of a number of international and domestic enterprises, build the arrangements for matters related to international intelligent industrial park. Chu business group board of directors chairman Li Shufeng on the "policy + fund" mode of operation, the introduction of a number of good companies settled in Jingshan, the idea is introduced. Report Jingshan text brigade industry project responsible person in charge of Chutian Laser into the burning laser pointer industry are introduced. County Bureau of industry and information, the new County Housing Construction Bureau, bureau, county style Jingcheng investment group, the county people's Hospital and other responsible persons have the position to speak it, Chutian Laser project located in Jingshan, work cohesion, both sides of communication services.
According to reports, Chutian Laser Group Co. Ltd. is located in East Lake high tech Zone, founded 30 years, has developed into a large scale, product variety, sound marketing network of professional laser product manufacturers, industrial laser, laser medical, cultural and creative industries under three 3w green laser group, in Beijing, Wuhan, Suzhou, Shanghai and Wenzhou has a production base. The company is "Wuhan China Optics Valley" the core enterprise and the Wuhan star enterprise, is the national Torch Plan key high and new technology enterprise".
The mold repair and maintenance of A-MAX steel die with crack and wear were carried out by laser welding, and the microstructure, tensile property and fatigue property of the die were analyzed. The results show that there are fine lath martensite and some white ferrite structures distributed along the grain boundary in the weld zone of the high power laser pointer welding joint. The HAZ of the joint is ferrite and pearlite. After laser welding of the mold tensile strength and elongation of the new A-MAX mold 93.95% and 88.92%, and the repair of the fatigue life of the mold has been significantly improved, and the new mold fatigue cycle times in the same order of magnitude.
Mold manufacturing with the rapid development of industrial technology and expanding, in the modern manufacturing industry, especially in the field of precision manufacturing to obtain a wide range of applications, can effectively improve the utilization of materials and extend the service life of the product. With the rapid development of die-casting industry, die-casting molds on the overall mechanical properties and service life of higher demands, and because of the high cost of die-casting molds, molds in the long-term use conditions due to high-speed, high pressure, alternating hot or cold The working environment of the load causes the mold surface or the internal appearance corrosion, the wear or the crack causes the mold performance to drop, may even cause the mold to fail. The manufacture of molds involves the selection of materials, complex precision machining and associated heat treatment systems, which are expensive to manufacture and long in cycle time. Therefore, in order to avoid the mold due to cracks or wear and other forms of failure affecting production, and the use of mold repair welding technology, the technology is a die surface to solve the direct and effective method. Laser welding technology as a high-power density, energy concentration, the loss of welding consumables is small, and easy to automate the efficient high-precision welding, can achieve large penetration depth, low residual stress and deformation of the welding components, so laser pointer repair mold welding technology Because of its low cost, short cycle, good repair effect and become a common mold repair welding technology to overcome the cold welding and welding in the repair of fine mold surface defects.
Test conditions: The object of the study is a cracked engine block die casting mold. The mold material is A-MAX steel. It is refined by vacuum electroslag remelting process. The hardenability is good. The service life is 3-5 times of SKD61 steel. The crack depth is 40% lower than that of SKD61 steel. The steel has excellent resistance to cracking, high temperature toughness, high temperature strength, fire resistance and high temperature strength properties for a variety of large, complex die-casting molds. During the test, acetone or absolute ethanol was used instead of industrial cleaners for surface cleaning prior to welding. Repeated cleaning was necessary to meet the welding requirements because incomplete cleaning or secondary contamination could eventually lead to a significant reduction in repair quality .
Test equipment: laser welding equipment using SLC CNC laser multi-function machine, power 5KW, wavelength 10.6μm, the minimum spot diameter of 0.12mm, welding speed of 1m / min, shielding gas for argon.
Test method: Tensile test was carried out by using HY-932 tensile testing machine. According to GB / T 228-2002 standard, the total length of tensile specimen is 200mm, segment length is 95mm, radius of arc is 20mm, test temperature is Room temperature. The fatigue properties of the joint were tested with QBG-25 high frequency fatigue tester. The fatigue specimen was made according to GB / T 2015111-1994. The stress ratio of cyclic stress was 0.1 and the frequency was 100Hz. In order to reduce the test error, two samples of each parallel test.
Test results and analysis: can be seen from Figure 1, the center of the weld between the two plates in the phase plate. Because the base material is austenite and ferrite, the middle of the weld is fine grain structure, and the fusion zone is columnar. Because burning laser pointer welding has high peak temperature, faster welding speed and cooling rate, The heat affected zone of the laser welding of the -MAX steel mold is very small, but it can be seen that the microstructure of the heat affected zone of the joint in the mold repair is white ferrite and black pearlite structure. As can be seen from Figure 1b, A-MAX steel weld microstructure is relatively small quenching organizations, but also observed a small lath martensite and some along the grain boundary distribution of white ferrite. In addition, there is a small amount of fine precipitates in the welds of the A-MAX steel, which improves the strength of the A-MAX steel molds. Because the energy density of the laser beam is concentrated during the laser welding process, and the welding speed of the 50mw laser pointer is relatively fast, the liquid metal in the joint melting zone will solidify at a faster cooling rate, which is equivalent to a once Rapid hardening process, get the strength, hardness and plasticity of good lath martensite structure.

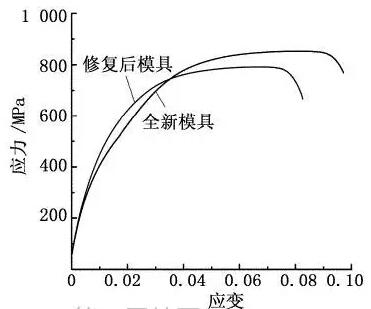
The left figure shows the results of comparison of the tensile strength and elongation of the new mold. The tensile strength of the new A-MAX mold is 843MPa and the elongation is 9.419%. The tensile strength of the A-MAX mold is 792MPa and the elongation is 8.375%. After the repair, the tensile strength of the mold reaches new A-MAX 93.95% of the mold, the elongation of the new mold also reached 88.92%. It can be seen, after 5mw laser pointer welding repair hot work die welded joints tensile strength and elongation are very close to the new A-MAX mold, with better mechanical properties. The reason for the weld strength at the mold repair site is close to the A-MAX steel base material, because the mold repair site is the highest energy and temperature zone in the laser welding, resulting in the welding zone in the welding direction is greater than the welding temperature Ac3 line temperature, and A-MAX steel quenched and tempered composition was more evenly distributed. So that at high temperature conditions, carbon and other alloying elements can be fully diffused, easy to obtain a uniform composition of austenite organizational structure. In addition, the green laser pointer welding speed is faster, and then the weld zone will melt rapidly at a rapid rate of cooling down, and finally the formation of regularly arranged carbon-lean lath martensite and a small amount of residual ferrite, and by laser welding , The lath martensite structure obtained by welding joint is more fine.
The figure on the right is the results of fatigue tests on two specimens tested on a QBG-25 high-frequency fatigue tester. Sample 1 and Sample 2 are fatigue samples of the restored mold, and Sample 3 and Sample 4 are fatigue samples of the new mold. It can be seen that the number of fatigue cycles of sample 3 is the largest, and the average of two tests is 20619 times. The average number of fatigue cycles of A-MAX mold 1 and sample 2 is 17322 times, 83.69%. It can be seen, the mold is about to scrap the use of laser repair welding after the high-frequency fatigue life is improved, close to the new A-MAX mold, and with the new mold fatigue cycle has been in the same order of magnitude.
The microstructures of HAZ are ferrite and pearlite microstructure, and the microstructures of the joint HAZ are ferrite and microstructures. The tensile strength and elongation of the hot work die were 93.95% and 89.92% of that of the new A-MAX mold, and the mechanical properties of the mold after the repair were close to that of the new A-MAX mold. After 2000mw laser pointer welding repair Thermal die fatigue life of about 83.69% of new mold, with the new mold fatigue cycle has been an order of magnitude.
http://socialenginepro.com/demo_i_love_metro/blogs/11020/17946/the-best-currently-available-hom
As we all know, laser cutting machine cutting sheet metal has an unparalleled advantage, not only cut high precision and smooth section without burr, whether it is cutting thick plate or sheet can achieve good results, however, these effects are with the laser cutting machine The focus of control is not off the relationship, just like SLR camera focus, to achieve better imaging results is a principle.
In the application of high power laser pointer cutting to get up early, the main way to focus is to rely on manual to complete, and now with the development of laser technology, this manual focusing method has gradually phased out, auto focus has slowly begun to achieve, Laser full range of laser cutting machines are equipped with fully automatic focus function. Well, some people will say that the optical path is integrated in the cutting head inside, by changing the height of the cutting head is not to achieve focus function? The cutting head is raised, the focus position is high, the cutting head is lowered, and the focus position is low.
Cutting head at the bottom of the nozzle, in the cutting process, the nozzle and the distance between the workpiece (nozzle height) of about 0.5 ~ 1.5mm, may wish to be seen as a fixed value, the nozzle height unchanged, it can not lift the cutting head to adjust Coke (otherwise can not complete the cutting process). The focal length of the focusing lens is unchangeable, and therefore can not be expected to focus by changing the focal length. If you change the position of the focus mirror, you can change the 300mw laser focus position: Focus lens down, the focus down, focus lens up, the focus increased. - This is indeed a way of focusing. Using a motor-driven focusing mirror for up and down movement, can achieve automatic focusing. Another method of autofocusing is to change the position of the focal point by changing the curvature of the reflecting mirror and changing the angle of divergence of the reflected beam before the beam enters the focusing mirror, by setting a variable curvature mirror (or tunable mirror).

With auto-focus function, in the processing of different materials, different thickness of the workpiece, the machine can automatically focus to quickly adjust to the most appropriate location. This can significantly improve the laser cutting machine processing efficiency, plate punching time will be substantially reduced. Therefore, the 50mw green laser cutting machine, the auto-focus function is an important and indispensable function.
